�B(y��ng)ֳ���BĤ���F(xi��n)�o�p���ӣ��@6����ļ��ɱ������
�g�[�Δ�(sh��)������Ϣ��Դ��̩����·ͨ���̲�������˾�l(f��)���r�g��2025/6/19
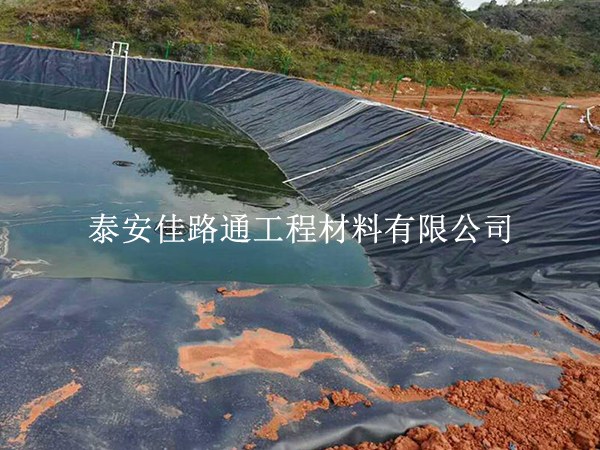
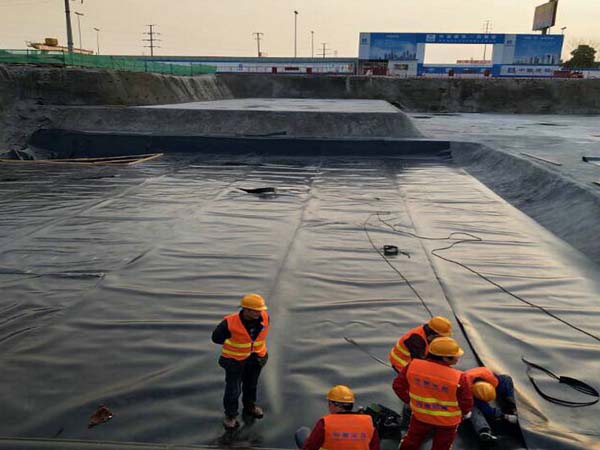
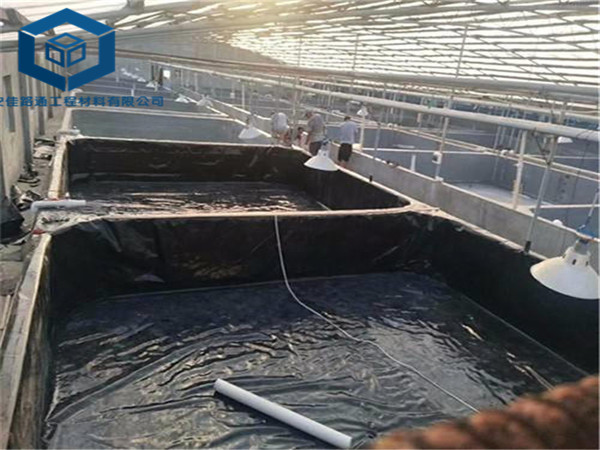
�B(y��ng)ֳ���BĤ�ĺ����|(zh��)��ֱ��Ӱ푷��BЧ����ʹ�É�������Ҫ���F(xi��n)�����ġ��o�p���ӡ�������B©�[������������6����ļ��ɣ��p�ɴ����ι̿ɿ��ķ��BĤ�B�ӣ�һ������ǰ��(zh��n)�䣺��(x��)��(ji��)�Q���ɔ�1���O(sh��)���{(di��o)ԇ��ʹ�Ì��I(y��)�ķ��BĤ���әC(j��)������ǰ����(j��)Ĥ�ĺ���{(di��o)���ضȡ��ٶȅ���(sh��)��һ����f�����0.5-1.0mm��Ĥ�ģ����Ӝضȿ�����250-300�棬�����ٶ��O(sh��)����0.8-1.2m/min�����1.0-1.5mm��Ĥ�ģ��ض��{(di��o)��300-350�棬�ٶ�0.5-0.8m/min���{(di��o)ԇ������С�KĤ����ԇ�����^�캸�pЧ�����_������(sh��)���m��2��Ĥ��̎�����øɃ���Ĩ����ˢ��������Ӳ�λ�Ļ҉m��������ˮ�n���s�|(zh��)�����CĤ���坍�����Ĥ�������ۣ����þƾ���?q��)����坍�����øɃ�����ֹӰ푺���Ч�?��3�����Ҏ(gu��)������ƬĤ�Ĵ�ӌ��Ȳ�С��10cm���_�����ӳ�֡���O(sh��)�r�M��ʹĤ��߅�����R��������F(xi��n)�e߅���ް�����t��Ӱ푺����|(zh��)�������������^�̿��ƣ�Ҏ(gu��)���������P(gu��n)�I1�����ٺ��ӣ����Ӻ��әC(j��)�����Ƅ��O(sh��)��ǰ�M(j��n)�����ַ�(w��n)���ĺ����ٶȣ��������������ٶ��^�����(d��o)�º��Ӳ��ι̣��^���t����ʹĤ���^���ڻ�׃�Ρ������^���У��۾��o�����p���_�����әC(j��)�L݆ʼ�K�ڴ�Ӆ^(q��)���(n��i)��2�������m�У����әC(j��)�Ԏ��ĉ�݁Ҫ�����m��(d��ng)������ʹ��ƬĤ�ľo���N�ϡ��������㣬Ĥ�ğo������ۺϣ������^��ʹĤ��׃����������������ͨ�^�^�캸�p�ĔD��Ч�����Д������Ƿ���m���ϸ�ĺ��p�ɂ�(c��)��(y��ng)�о���ĔD���{��3��̎�����^����(d��ng)һ�κ�����ɣ���Ҫ�^�m(x��)������һ�Εr���ɶκ��p�Ľ��^̎Ҫ�دB5-10cm���Ȍ����әC(j��)���˵��Ѻ��õĺ��p�ϣ��ن����O(sh��)����ǰ���ӣ����C���^̎�����ι̣�������F(xi��n)©�����������ⲿλ���ӣ������y�c���|(zh��)��1���սǺ��ӣ����B(y��ng)ֳ�عսǵȻ��β�λ���Ȍ�Ĥ�IJü��ɺ��m���ΠʹĤ����Ȼ�N�Ϲսǡ����ӕr���÷ֶκ��ӵķ�ʽ���Ĺս�һ��������һ�˺��ӣ�ÿ�κ����L�ȿ�����20-30cm���_�����p�o���N�Ϲս�݆�� ��2��ʮ�ֽ��溸�ӣ���(d��ng)���l���p���R�γ�ʮ�ֽ���r���Ⱥ������Ѓɗl���ֱ�ĺ��p��Ȼ���ڽ���^(q��)��ü���ֱ���s10cm�ĈA��ȱ�ڣ���һ�K�A��Ĥ���a(b��)�����wȱ�ڣ��ٌ��a(b��)���c���ܵ�Ĥ���M(j��n)�к��ӣ����C���沿λ�ܷ��ԡ��ġ������|(zh��)���z�y���p�ر��Ϸ��B©1��Ŀ�y�z�飺������ɺ����������p�M(j��n)��Ŀҕ�z�顣�ϸ�ĺ��p��(y��ng)����ƽ�����⻬���o©����̓�������������ݵ�ȱ�ݡ����p�ɂ�(c��)�ĔD���{��(y��ng)����һ�£��]�Д����F(xi��n)��2����ՙz�y��ʹ����ՙz�y�O(sh��)�䌦���p�M(j��n)�Йz�y��������ָ��w�ں��p�ϣ��������ն��_(d��)��20-30kPa������30�����ϡ�����նȟo���@�½����f�����p�ܷ����ã�����ն��½����f������©���c�������Ø�(bi��o)ӛ�����r�M(j��n)���a(b��)�� ���塢����ȱ���ޏ�(f��)�����r̎�����[������z�y�l(f��)�F(xi��n)���p����©����̓��������ȱ�ݣ�Ҫ���r�ޏ�(f��)��С��e��ȱ�ݿ���ʹ�ÔD��ʽ���әC(j��)�M(j��n)���a(b��)�����^����e��ȱ�ݣ������г����ϸ�ĺ��p���֣������Ƀ������º��ӡ��ޏ�(f��)��ĺ��pͬ��Ҫ�M(j��n)���|(zh��)���z�y���_���ϸ��������Ӻ��o(h��)�����L���pʹ�É���������ɺ����ں��pδ��ȫ��s�rʩ����������ֹ���p׃���_�ѡ����r�����Ӻõ�Ĥ���M(j��n)�и��w���o(h��)������ꖹ�ֱ�����Ĥ���ϻ����ɲ�����O(sh��)�����������w���ӵȷ�ʽ�M(j��n)�б��o(h��) �������@Щ�B(y��ng)ֳ���BĤ�o�p���Ӽ��ɣ�������Ч���������|(zh��)�������B(y��ng)ֳ���̵ķ��BЧ���ṩ�Ԍ����ϡ�����ں����^���������������}���gӭ���uՓ�^(q��)���Խ�����